
Preamble
Regulatory personnel such as environmental public health professionals are responsible for inspecting facilities that produce ready-to-eat (RTE) meat products. Some examples of RTE meats include beef jerky, pepperoni, salami, prosciutto, bacon, ham, and smoked deli meats. The food safety of these products is particularly important because they are not usually cooked further by the consumer. In general, smaller RTE meat production facilities are not licensed with the Canadian Food Inspection Agency (CFIA) but are inspected by Environmental Health Officers (EHOs) or Public Health Inspectors (PHIs) from a provincial agency or local health department. Some jurisdictions may require a provincial license for these facilities. Increasingly, operators of food premises such as restaurants are producing RTE meat products in-house. Many of these operators have limited technical food safety knowledge of RTE meat products and have limited in-house capacity to test ingredients and final products.
Based on content from the retired National Collaborating Centre for Environmental Health (NCCEH) Ready-to-eat Meats Online Course, the purpose of this field guide is to provide general information to support regulatory personnel with food safety risk assessments when inspecting micro, small, and medium-sized RTE meat production operations such as butcher shops or restaurants. This field guide will provide an overview of the most common processes used in the manufacturing of RTE meat products and how to assess the food safety risks of these products. Some products are made using only one of these processes, while other products may use several.
As this field guide is intended to provide general guidance, further verification of the safety of certain RTE meat production processes may be necessary to ensure that they meet food safety objectives. Additional sources of information beyond this guide can include expert colleagues, meat specialists, reference documents, and the laboratory testing of products.
Glossary
Allergen: A substance that causes a hypersensitivity immune response.
Comminuted meat: Meat or meat products that have been reduced in size through processes such as grinding, chopping, flaking, mincing, or blending.
Critical control point: A point in the preparation process where a food safety hazard can be controlled, such as cooking or curing. Subsequent steps in the preparation process will not eliminate the hazard if it is not controlled at this point. Some items will have more than one CCP.
Critical limit: A standard or limit that must be met to control the food safety hazard at a Critical Control Point.
Curing: In some regulatory contexts where controlling Clostridium botulinum is critical, such as ready-to-eat sausages, curing specifically means adding nitrate/nitrite along with salt.
Hazard Analysis Critical Control Point: HACCP is a management system in which food safety is addressed through the analysis and control of biological, chemical, and physical hazards from raw material production, procurement, and handling, to manufacturing, distribution, and consumption of the finished product.
HACCP Prerequisite Programs: Prerequisite programs provide the basic environmental and operating conditions that are necessary for the production of safe, wholesome food. Examples of these programs include facility design and maintenance, product flow, sanitation, supplier control, training, traceability and recall, and pest control.
Lethality: Treatment of RTE products to ensure a specific log10 reduction of pathogenic microorganisms. With every log10 reduction, the microbial population is decreased by 10 times. 1-log10 reduction means that the microbial population has been reduced by 90%, 2-log10 reduction means that the microbial population has been reduced by 99% etc. For example, a 5-log10 reduction would reduce a population of 100,000 organisms to 1 organism. Decimal value, or D-value, is another method of describing the time to reduce microbial population by 90%.
Micro, small, and medium-sized meat production operations: In the context of this document, these operations include butcher shops, restaurants, or facilities that do not distribute nationally.
Potable water: Drinking water that comes from surface and ground water sources that has been treated to meet provincial and federal standards for consumption.
Ready-to-eat: In the context of meat products, the Safe Food for Canadians Regulations define this as meaning “that it has been subjected to a treatment or process that is sufficient to inactivate vegetative pathogenic microorganisms or their toxins and control spores of foodborne pathogenic bacteria so that the meat product does not require further preparing before consumption except washing or thawing or exposing it to sufficient heat to warm it without cooking it.” Also see Canadian Food Inspection Agency’s definition of RTE.
Conducting a food safety risk assessment
There are many known biological, chemical, and physical hazards associated with meat products. Pathogenic microorganisms are biological hazards; examples include Escherichia coli, Salmonella spp., Listeria monocytogenes, Staphylococcus aureus, Clostridium perfringens, Trichinella spiralis and Clostridium botulinum, which can lead to serious illnesses if not adequately controlled. Chemical hazards such as excess additives (curing agents and allergens), as well as physical hazards such as bone chips, metal, and glass may also exist.
When conducting a food safety risk assessment in a RTE meat production facility, the following steps will assist you in determining the risks and hazards within the facility:
- Review fundamental food safety programs such as food safety plans, sanitation, equipment maintenance, employee and product flow, potable water, and recall procedures.
- Review the sales or product lists to draft a complete list of RTE meat products and determine the type of food processing, for example whether they are cooked, fermented, dried, dry-cured.
- Determine the food safety controls used to produce each RTE meat product, along with the critical control points and critical limits for each control (see below for descriptions of these terms). Food safety controls could include cooking and cooling, fermenting, curing, drying, or combinations of these steps. These are described more completely in later sections.
These points will be discussed further in the next section. A sample inspection checklist can be found in Appendix A: Inspection checklist for RTE meat processing facilities.
Food safety plans and HACCP prerequisite programs
Food safety plan
A food safety plan is a written document that describes how operators can control food safety hazards in food processing establishments. The goal of the plan is to identify hazards and then to prevent or reduce those hazards to acceptable levels throughout food processes. A food safety plan incorporating Hazard Analysis Critical Control Point (HACCP) principles is crucial in identifying food safety hazards in a food processing facility. For example, internal cooking temperatures and times can be easily documented, particularly in a meat processing plant where products are generally processed in distinct batches or lots. Meat plant operators should develop a written cooking process, including a recipe for each product type that specifies the minimum internal cooking temperature and the corresponding minimum holding time.1 The time-temperature combinations should follow established guidance produced by the CFIA (see Cooking/Smoking section), or as stated in the Canadian Food Service and Food Retail Code. Records of the cooking times/temperatures should be maintained.
Sanitation
The principles of cleaning and sanitizing equipment used to produce RTE meat products are very similar to the concepts and practices used in food service establishments. For example, the basic concepts of pre-rinsing, washing, rinsing, and sanitizing equipment are applied in a similar manner as in the food service industry. A key difference is the use of more complex equipment in the production of RTE meat products, with “moving parts,” such as a meat grinder, which may require dismantling to ensure thorough cleaning. This will need to be assessed on a case-by-case basis.
Like food service establishments, it is recommended that premises that produce RTE meat products develop and use a sanitation plan. A sanitation plan outlines details such as how and when equipment should be cleaned, what chemicals to use and in what quantity, as well as details about when the plant environment should also be cleaned and sanitized.
Good waste management procedures are also essential to maintaining sanitation, removing waste regularly and keeping waste containers covered. Outside waste storage should be managed to prevent it from becoming a rodent harbourage. These measures are important to preventing pest infestations of RTE meat production facilities.
Equipment maintenance
All equipment used to produce RTE meats must be maintained to prevent possible sources of contamination, and to ensure that critical measuring equipment is functioning as intended. Critical measuring equipment is used to measure critical control steps and critical limits required for food safety. Examples used in processing RTE meats include:
- Thermometers: used to measure cooking temperature and cooling temperatures.
- Scales: used to measure the weight of critical ingredients such as nitrites used for curing meats.
- pH meters: used to measure pH of products such as fermented and pickled RTE meats.
- Water activity (aw) meters: used to measure water activity, which is critical for shelf-stable products.
- Timers: used to ensure processing times are accurate.
Proper measurements are critical for ensuring that critical limits are being met. If we cannot verify with confidence that critical limits are being met, then we cannot say with certainty whether a product is safe.
Operators should follow appropriate equipment calibration procedures to ensure that critical measuring equipment is accurate. Calibration procedures should be documented, and calibrations should be performed routinely (equipment manufacturers can often recommend appropriate frequency). Records of calibrations should be maintained.
You will need to query the operator about the procedures used and the frequency of calibrations to ensure these are adequate. If the operator does not have calibration procedures, this is an area for improvement.
Employee and product flow
Employee and product flows can be complex, but related concepts used in food service establishments are also applicable to RTE meat facilities. These include minimizing people traffic adjacent to areas where the product is present and exposed to the environment, especially once the product becomes RTE. Controls should be in place to prevent employees who handle raw products and those who handle RTE products from crossing paths.
Ideally, the product should also flow in one direction, from raw ingredients receiving and storage, through to processing, where it becomes an RTE product, then to the dedicated area where the RTE product is packaged and then stored. RTE products should also be segregated from incompatible materials such as waste or inedible materials.
Potable water
The water used in any RTE meat production facility must meet the same standards as those used for other food premises. It must be potable and meet the Guidelines for Canadian Drinking Water Quality as well as other regional or provincial requirements. This is particularly critical for RTE meat products. Many RTE meat products use water as an ingredient, and water may be added directly to increase the water content or indirectly when water is used to cool products.
The ice used in these facilities must also be made from potable water. Ice is also commonly added to products to increase their water content and/or to cool them down rapidly.
The operator should keep records of the source of water and ice used in production processes, including inorganic and bacteriological results if on a private water supply.
Labelling requirements
In Canada, the enforcement of labelling requirements is primarily the jurisdiction of the federal government. As such, municipal and provincial EHOs and PHIs are not involved in ensuring that regulations for labelling are being followed. It is outside the scope of this field guide to outline all non-food-safety-related labelling requirements and the permitted exceptions to those requirements.
There are aspects of labelling that are critical from a public health viewpoint. If food products are improperly labeled, there can be negative public health consequences. The items discussed in this section will focus on those aspects of labelling that are important from a public health viewpoint. There may be occasions during your inspections that you will find labelling deficiencies that could have a negative health impact. While perhaps not your jurisdiction, it is incumbent on you as a public health professional to ensure steps are taken to mitigate high-risk situations related to improper labelling.
- Best before dates (BBD): Regulations and requirements for BBDs for food products are very complex and the details are well beyond the scope of this field guide. In general, BBDs are more a determinant of quality than product safety. However, there are outcomes and aspects regarding labelling of BBDs that have public health significance. These include:
- The BBD must accurately provide the length of time for which a product can be safely stored.
- The BBD must be easily understandable. In addition, the stated BBD should be based on product testing or evaluation by the facility.
- It is important that the BBD is designed such that batch codes or lot numbers can be identified. This is critical should a situation arise that a product from the facility must be recalled.
- Cooking instructions: No meat product should have any wording or any communication on the label that indicates that the product is a RTE product unless the product is indeed RTE. Any meat product that is not a RTE meat product, but has the appearance of, or could be mistaken for a RTE meat product, must have labels that include:
- That the product is uncooked, or raw, or must be cooked, or some similar wording.
- Cooking instructions such as an internal temperature-time relationship that will make the product safe to consume if followed.
- Storage instructions after opening: Consumer storage instructions on the package label are also important. The Canadian Food and Drug Regulations stipulate that if storage requirements are different from room temperature (e.g., refrigeration or freezing), instructions must be clearly shown or communicated on the product label. The only exception to this requirement is products that are packaged at the retail premises where they are sold. An example of this would be meat that is packaged and sold at a local butcher shop. In this case, storage instructions do not need to be shown on the product label. If opening the packaging of a product will shorten the product’s shelf life and/or may introduce contaminants or new hazards, then storage instructions after opening must also be included on the package label.
- Source of the product: The package label should indicate the source of the product, including the name and address of the facility where it was manufactured and packaged. This is necessary for product traceback or recall purposes. A description of the product should also be clearly stated or communicated on the package label.
- Product description and allergens: Proper labelling of all ingredients is critical from a public health viewpoint. All ingredients that are used in the product must be included on the package label. It is important to verify that finished products produced in the facility do contain the ingredients as stated on the label. It may be worthwhile to discuss this issue with operators so that they are made aware of the public health significance. Procedures should be in place to ensure cross-contamination with other ingredients, or the inadvertent or accidental use of ingredients not listed on the label are unlikely to occur. These measures are necessary to prevent processors having to recall food because they contain allergens.
Recalls plans
Depending on the jurisdiction, facilities producing RTE meat products may be required to have written product recall plans in place. Even if they are not required, operators should be strongly encouraged to formulate a written product recall plan. Having a written plan in place before a product recall happens can help the recall process. It may also help lower the negative economic consequences of a product recall.
For an effective and efficient recall, it is critical that product lot or batch codes are easily identifiable on the package label. Without this information, an operator may have to recall all batches or lots of products, instead of just the affected batch or lot. This could be devastating for a small business from both a public relations and an economic viewpoint.
Ideally, the facility should maintain good customer and product distribution records, including purchase records of each ingredient used for every product produced. If a particular product needs to be recalled, these records can specifically identify where products went, facilitating a speedy and effective recall.
There is a plethora of information available on product recalls, including the CFIA’s Recall procedure: A guide for food businesses.
Determining the list of RTE meat products
RTE meat products generally are those that have been “subjected to a treatment or process that is sufficient to inactivate vegetative pathogenic microorganisms or their toxins and control spores of foodborne pathogenic bacteria so that the meat product does not require further preparing before consumption except washing or thawing or exposing it to sufficient heat to warm it without cooking it.”2
RTE meat products generally have undergone lethality processes such as cooking, fermenting, smoking, or a combination of curing and drying. However, there are some RTE meat products that are RTE, but have not had a lethality process, including Raw RTE Products.
Food safety controls
Regardless of how a product is produced, reducing the risk associated with RTE meat products can be done by identifying critical control points (CCPs) in the production process and then applying critical limits (CLs). Critical limits can be measured. Examples include:
- Final cooking temperature (measure with a thermometer)
- Duration product held at final cooking temperature (measure with a timer)
- Final pH of a fermented or pickled product (measure with a pH meter)
- Final water activity (aw) during drying of a shelf-stable product (measure with an aw meter)
- Cured with appropriate nitrite/nitrate concentrations (calculated and measured with a scale)
Critical limits should be assessed to ensure that they are appropriate for the CCP, that the equipment used to measure the CLs are calibrated regularly, and that the calibration results are recorded consistently. Recording keeping of CL measurements and frequency of measurements should also be ascertained. It is critical to keep records of CLs for each batch of product.
Production records
Production records are important to demonstrate that food safety controls are effectively controlling hazards. It is reasonable to require operators to have complete production records or reports for each batch or lot of products produced. Information that should be recorded may include:
- The basic steps in the production procedure.
- Monitoring points for the products, particularly the critical control points.
- The critical limits achieved. Examples of this include temperatures, times, pH values, water activity values, nitrite concentrations, etc.
- Other important information, for example any corrective actions taken when a critical limit was not met.
One benefit of complete production records is that from a public health viewpoint, you can review past records and confirm whether the operator is in control of their processes and product safety.
If the facility’s products are ever linked epidemiologically to foodborne illnesses, production records may be used to support an investigation to determine factors such as whether the critical limits were achieved and the frequency of measurements as well as corrective actions taken in the event that a critical limit was not met. Production records have been used in the past to rule out or confirm food facilities as likely causes of outbreaks.
Common critical control points in RTE meat production
The number of CCPs used in the production of RTE meat products are extremely limited. The following processes are the primary CCPs found in the production of RTE meat products. Note that not all of these steps will apply to all products. Figure 1 highlights CCPs in green, and shows all possible combinations of processes that raw meat, also referred to as “fresh” meat or product, can go through to become RTE.
- Cooking/smoking
- Curing (please see glossary for definition)
- Fermentation
- Drying
Each of these steps will be discussed in greater detail in the following section, organized by the most commonly encountered processes to the least. Each section also contains a table summarizing what records and procedures operators should maintain for each of these processes.
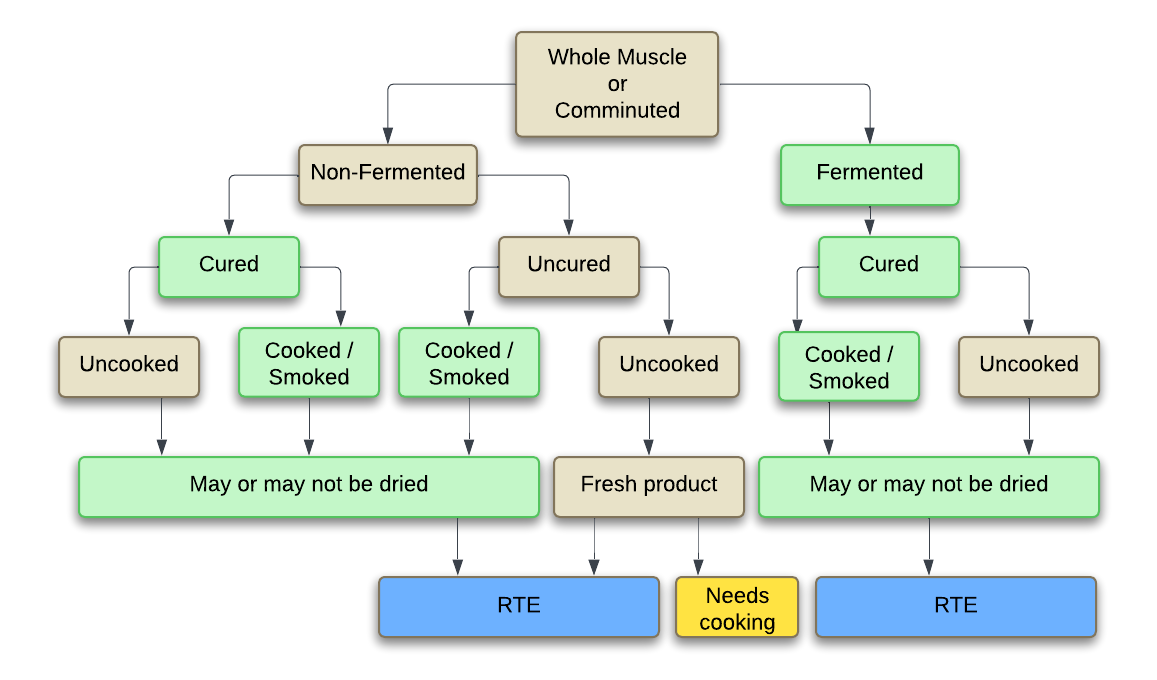
Figure 1. RTE meat processing methods, with critical control points shown in green.
Cooking/Smoking
Cooking
Cooking is the process of heating and holding a product to a temperature and for a time sufficient to kill harmful microorganisms. Different combinations of time and temperature can be used to achieve this. Appendix B of the Canadian Food Service and Food Retail Code, published by the Federal/Provincial/Territorial Food Safety Committee (FPTFSC), provides useful guidelines for minimum cooking temperatures for different types of meat products in food premises. In general, once the minimum cooking temperature is achieved, the required holding time to achieve a satisfactory pathogen kill is either instantaneous or very short — about 15 seconds. Many jurisdictions in Canada apply or use these guidelines in the food premises they inspect.
Smoking
Smoking occurs when the product is exposed to smoke at some point in the process. Operators may use smoking to prevent oxidation or develop certain product qualities such as flavour, colour, or mouthfeel. This may or may not occur during the cooking step. In general, cooking and smoking are closely allied steps and will typically be carried out in the same equipment, though not always.
Smoking can be considered cooking if the temperatures used are cooking temperatures. Smoking at cooking temperatures is referred to as hot smoking. Cold smoking occurs when smoke is introduced at lower, non-cooking temperatures.
It is important to note that cold smoking does not kill pathogens due to inadequate temperatures. Cold smoking is not considered a critical control step. The cold smoking process simply imparts a smoked flavour and may initiate the drying process.
Smoke is generally produced by burning sawdust or woodchips in a combustion chamber. The combustion chamber can be part of the smoker, or a separate unit, with smoke piped or vented into the smoker. Within the smoker, fans or some other means are used to ensure adequate distribution of the smoke. Another way to generate smoke involves a friction generator. In this device, a wooden post revolves against a metal drum using very high pressure. The friction generated produces smoke that is then directed into the smoker.
A variety of fruit woods or hardwoods are typically used for smoking, but softwoods (e.g., pines) are avoided due to undesirable flavours associated with burnt resin. From a public health viewpoint, the critical point in the smoking step is ensuring that the wood used is specifically meant for smoking. Wood used for smoking must not be scrap wood that has been exposed to chemicals, paints, hydrocarbons, or wood preservatives, or any processed wood such as particle board, plywood, or paneling that contains glue. Woods used for smoking should also be stored in a clean, dry location to prevent mould formation and other physical contamination.
Liquid smoke is another product commonly used in meat processing plants. It is made by bubbling natural smoke through a dilute acid solution and filtering it to remove tars. Liquid smoke may be added to products during a smoking step, or in the absence of any smoking step. Liquid smoke has absolutely no preservative effect and is not considered a control step.
Cooking and smoking temperature/time combinations
The Canadian Food Inspection Agency (CFIA) outlines time/temperature combinations for specific types of meat in their Preventive control recommendations for manufacturing cooked ready-to-eat meats. It is very important to note that all temperature/time combinations refer to the minimum internal temperature of the product.
Table 1 of the CFIA guidance provides the minimum temperature and time combinations required to obtain a 6.5 log10 (6.5D) lethality or kill for Salmonella species in meat products that contain NO POULTRY SPECIES MEAT. For the purposes of this table, "poultry" is defined as meat coming from chicken, duck, goose, guinea fowl, ostrich, including emu and rhea, partridge, pheasant, pigeon, quail, or turkey. This means that this table is used for products containing red meats, including beef, pork, lamb, goat, and other similar species.
As the internal temperature increases, the minimum required holding time decreases. The minimum internal temperature permitted is 54.4°C. At this temperature, the minimum holding time required to achieve a 6.5D kill is 112 minutes. At 70°C and hotter, a 6.5D kill is considered to occur instantaneously once that internal temperature is achieved.
Table 2 of the CFIA guidance provides the minimum temperature and time combinations required to obtain a 7.0 log10 (7.0D) lethality for Salmonella species in meat products that contain POULTRY MEAT OTHER THAN TURKEY. As the internal temperature increases, the minimum holding time decreases.
It is important to note that higher fat poultry products require a longer minimum holding time at any given temperature. For example, for a minimum internal temperature of 57.8°C in a product with 1% fat, the minimum required holding time is 63 minutes and 18 seconds. For a product with 12% fat, the minimum required holding time is 81 minutes and 24 seconds.
If the product contains more than 12% fat, the minimum holding time would be the same as that required for products containing 12% fat. That is, the minimum required holding time does not increase for products containing more than 12% fat.
It is very important to note that if the operator cannot confirm the level of fat in a product, the temperature/time combinations used for products containing 12% fat must be applied as the “worst case scenario.” While large manufacturers may know precisely the level of fat in the products, smaller manufacturers may not have the technical resources or knowhow to precisely determine the level of fat in their products. This will include many of the operations you will be assessing.
Table 3 of the CFIA guidance provides the minimum temperature and time combinations required to obtain a 7.0 log10 (7.0D) lethality for Salmonella species in meat products containing TURKEY. As the internal temperature increases, the minimum required holding time decreases. Likewise, as the percentage of fat in the product increases, the minimum required holding time increases. That is, the minimum required holding time does not increase for products containing more than 12% fat.
In general, if a product contains meat from MORE THAN ONE SPECIES, then the species that requires the highest heat treatment to achieve the desired pathogen mortality should be used when selecting which table to use. Turkey requires the highest heat treatment (Table 3), followed by poultry (Table 2), followed by red meats (Table 1). For example, if you have a meat product that contains both chicken and turkey meat, then Table 3 would be used to determine the minimum temperature/time combinations.
|
Cooking and smoking: What should operators have? |
*See Appendix B for pictures of common equipment **Air circulation can be achieved by making sure that products are not pressed tightly together or against the sides of the chamber |
Cooling process
Not all microorganisms are killed by the cooking process. Some bacteria (known as spore-forming bacteria) can survive. This means that the product must be cooled quickly to prevent the growth of these bacteria. As with most RTE foods, we expect cooling to be both rapid and continuous. Ideally, product cooling rates should be similar to those required in food service establishments as outlined in the Canadian Food Service and Food Retail Code published by the Federal/Provincial/Territorial Food Safety Committee (FPTFSC):
- From 60oC to 20oC within 2 hours, and then
- From 20oC to 4oC within 4 hours.
Many RTE meat processors will use cold water to cool their cooked products. It is critical to ensure that the water used to cool cooked products is potable.
The CFIA also outlines acceptable cooling processes in their Preventive control recommendations for cooling heat processed meat products. Two different processes are described below: rapid cooling and slow cooling. Rapid cooling can be used for all cooked meat products, while slow cooling can only be used for products that meet specific criteria.
- Rapid cooling: Both of these criteria must be met:3
- The product is cooled from 54oC to 27oC within 2 hours, AND
- The total cooling time from 54oC to 4oC is not greater than 7 hours.
- Another acceptable rapid cooling process that applies tointact muscle only, that is, not tenderized or comminuted, stipulates that both of these criteria must be met:3
- The product must be cooled to 4oC within 7.5 hours from the initiation of the cooling process, AND
- The product spends no more than 2 hours in the 50oC to 20oC temperature zone.
- Slow cooling: Both of these criteria must be met:3
- The internal product temperature must not remain between 49oC and 4oC for more than 20 hours, AND one of the following two options:
- The cooling process results in a continuous drop in the product’s temperature. This means there is no break or interruption in the cooling process, OR
- The cooling process controls the product’s surface temperature such that it does not remain between 49oC and 20oC for more than 2 hours.
- Slow cooling can only be used for products that meet specific conditions related to water activity and salt content. Water activity must be measured to demonstrate that the product meets these requirements. This measurement would preferably be done by an accredited lab but can be done by the operator if a regularly-calibrated instrument is used by qualified personnel. These conditions include:3
- Water activity (aw) above 0.92, minimum of 120 ppm of sodium nitrite, and a brine concentration of 3.5% or more in the finished product, OR
- awabove 0.92, minimum of 40 ppm of sodium nitrite and a brine concentration of 6% or more in the finished product, OR
- aw that is less than or equal to 0.92 at the beginning of the cooling process, with or without nitrite (such as dried products), OR
- aw of above 0.92, no less than 180 ppm of sodium nitrite and a brine concentration of 2.3% or more in the finished product.
In summary, if all these various conditions can be met, then a slow cooling process is safe and acceptable for use in a meat processing plant.
|
Cooling: What should operators have? |
|
Curing
Curing is a common process used in the production of RTE meat products. In general, all RTE sausages and fermented RTE products MUST be cured.4 Curing is the process of adding table salt and sodium nitrite (NaNO2) (or in some cases, sodium nitrate or NaNO3) to enhance the colour of the product, impart flavouring, increase shelf life, and reduce available water, which makes the environment less ideal for the growth of harmful microorganisms, including the bacteria responsible for botulism.5
In the non-fermented stream, a wide variety of RTE meat products are cured. Products such as jerky, hams, bacon, and many deli or sandwich type meats such as certain types of pepperoni are all examples of non-fermented meat products that have been cured. Most cured products produced today are either further cooked by the manufacturer or are meant to be cooked by the consumer. However, there are some cured products that are not further cooked prior to consumption.
Curing inhibits growth of pathogens such as Clostridium botulinum. This is critical in many cured products, particularly in fermented products where the interior of the products is anaerobic and can be held at temperatures conducive to C. botulinum growth for long periods of time. During the fermentation step, C. botulinum spores may be able to germinate into vegetative cells that grow and produce toxin if they are present. However, proper use of nitrites in the production of fermented products inhibits the growth of C. botulinum and mitigates the risk of toxin production. Botulism was commonly associated with the consumption of sausages containing botulinum toxin prior to the use of nitrites in their production. Nitrites also inhibit the growth of several other pathogens. The inability to grow over extended periods of time has a bactericidal effect for many pathogens. Due to the storage temperatures, longer storage times, and anaerobic interior of many cured and fermented products, these foodborne pathogens must be controlled.
Sodium nitrite and nitrates
The most common form of nitrite used in the meat processing industry is sodium nitrite. Nitrates, in the form of sodium nitrate, can also be used for curing. Although the terms nitrites and nitrates might be used interchangeably in some instances, nitrite is the form that has antibotulinal activity. Nitrates must be reduced by nitrate-reducing microflora to nitrite for efficacy. After nitrates are added to a formulation (meat and other ingredients), they are then converted to nitrites and will perform the same function as if nitrites had been added from a food safety and quality viewpoint. When nitrite is added, there must be enough to be effective, but not so much that it becomes toxic. As such, products that are slow-cured can use a combination of nitrate and nitrite in which nitrates are slowly converted to nitrite over a period of several days or weeks.6 Products that are rapid-cured should only use nitrites in the formulation.6 Commercially obtained curing salt is a mixture of sodium nitrite and sodium chloride (table salt), often with small amounts of other salts mixed in. The percentage of sodium nitrate and sodium nitrite is usually stated on the packaging.
The addition of nitrites is a critical control point with the amount added being the critical limit. There are health risks involved with adding too little or too much nitrite to meat products. Permitted levels of nitrites for cured products are outlined by the CFIA in their guidance Preventive control recommendations on the use of nitrites in the curing of meat products. An important point to note is that all prescribed levels are calculated at the time of formulation.
The primary values to remember:
- Maximum level for most products is 200 ppm.
- Maximum level for side bacon only is 120 ppm.
- Minimum level of 100 ppm for all products that must be cured, which includes all RTE sausages (including fermented types), chopped ham, corned beef, bacon, back bacon, and Wiltshire bacon. For a full list of products that must be cured, please see CFIA Table 2 Standards for Specific Edible Meat Products.
Side bacon has a maximum level of 120 ppm due to the concern that the nitrites may be converted to nitrosamines when combined with amines during the very high cooking temperatures used for side bacon by many consumers. Nitrosamines are part of a group of genotoxic chemical carcinogens.7 The intention is that a lower maximum level of nitrites in side bacon will lower the carcinogenic risk.
Whole muscle dry-cured products such as prosciutto, bundnerfleisch, bresaola, and coppa are complex and should be reviewed on a case-by-case basis. It is strongly recommended to use nitrites or nitrates as a control for C. botulinum. Some of these products will also undergo an additional critical control point such as drying. These products will be further discussed in the Drying section
Curing salt manufacturers provide directions on how much should be added to a meat mixture to ensure that the final nitrite concentration is within the limits specified above. Where a recipe is used that specifies an amount different than the amount suggested by the manufacturer, the final nitrite concentration must be determined by calculation, which will be discussed in a later section.
Adding only salt (sodium chloride) is NOT curing
A very important distinction is that adding only salt, without nitrites, is NOT considered curing. Using only salt does NOT have the same public health and food safety outcomes as using nitrites. You may come across operators who talk about “curing” when they are adding only salt. They may feel they are “curing” the product by adding salt, but from a public health viewpoint, the addition of only salt is not curing. To have a preservative-only effect, a salt brine concentration must be over 6.0% to be effective, and at this point, it is only a control step (e.g., it will prevent pathogens like bacteria from growing, but it will not kill the microorganisms). Meat that is preserved using only salt in this fashion must be soaked and rinsed in successive clean water baths for several hours to remove the salt from the meat to make it palatable. Salt inhibits the growth of microorganisms by drawing out water from the microbial cell by osmosis due to the high concentration of salt outside the cell. The cell loses water until it reaches a state where it cannot grow and therefore cannot survive any longer. Typical RTE products contain 2.5 to 3.5% salt. Nitrites are required for higher-risk foods such as RTE sausages because the anaerobic interior of sausages is conducive to C. botulinum growth.
The use of compounds such as phosphate salts in the curing process affects the quality and not the safety of RTE meat products and is outside the scope of this guidance.
Commercially-available forms of nitrites/nitrates:
- Pure nitrites/nitrates: this form does not contain any sodium chloride. It is extremely unlikely that you will find facilities that use pure nitrites, particularly small facilities, as it must be carefully weighed to prevent adding too much, which would be toxic. It is a controlled substance and difficult to acquire.
- Curing salts/Prague powder/pink salt: these are mixtures of nitrite and sodium chloride. This is the primary form used in industry, as it is safer to use. If too much curing salt is accidentally used in a formulation, then the product will be too salty, and therefore not palatable to consumers. Prague powder usually has a ratio of 6.25% nitrite to 93.75% salt. Other formulations have different nitrite/nitrate:salt ratios, so they must be verified before performing nitrite calculations.
- Red salt: This is a common term for customized mixtures of spices and other ingredients such as sugar and salt that are then mixed with Prague powder or some other commercial curing agent. Red salt may be purchased as-is from commercial suppliers or formulated by meat processors as a customized curing agent for use in their recipes. One must confirm the percentage of nitrite in the red salt product prior to performing the calculations of nitrite levels in a final product.
There are alternative curing methods as described on the CFIA website. If an operator wants to use other curing methods, additional review by the CFIA would be required. If the manufacturer provides the formulation with weights of nitrites, EHOs may perform nitrite calculations to determine the safety of the products.
Nitrites can be added to products in three different ways:
- Added directly to meat mixture/emulsion: Nitrites are added to the meat mixture along with other ingredients.
- Added as a dry rub (dry curing): Curing mixtures in dry powdered form are rubbed or spread over a measured amount of meat. Certain types of hams are cured in this fashion. The meat may then be hung or vacuum packed and then stored for an extended length of time, allowing for the curing agent to penetrate into the interior of the meat.
- Added in a brine, either by injection or by soaking/immersion (wet curing): Brines are solutions consisting of a measured amount of curing agent in a measured amount of water, plus salt and spices/other ingredients. Whole cuts of meat are then added to the brine. The amount of brine is dependent on the weight of the meat. Hams and bacon are often cured using brines. The meat is then left submerged in the brine for a set length of time, allowing for the curing agent to penetrate into the interior of the meat through osmosis.8 Brines can also be injected into the meat using specialized equipment, which accelerates the curing process by distributing the brine evenly into the interior of the product.
No matter which addition method is used, the RTE meat production facility must follow the cure supplier's instructions on the weight of the curing agent specified for each kilogram of meat to be cured.
Nitrite calculations
As part of your risk assessment of the facility, it is important that you manually calculate the level of nitrites used. There are food safety risks if the levels are too high or too low.
- Consider all sources of nitrites (e.g., in spices and celery salt).
- Calculate at time of initial make or formulation when all the ingredients are first combined.
- Must be between 100 to 200 ppm.
Formula for calculating nitrite (NaNO2) concentration in sausages
One important tip when calculating nitrite concentrations is to ensure the units used are all the same. For example, the calculations should all be done in kilograms, pounds, or grams, etc. Use the units as they appear in the facility’s menu/recipe sheets. If the units are different for different ingredients (some ingredients are in kilograms and some are in pounds) in the facility’s menu/recipe sheets, then you will need to convert the values to standardize the units.
The most common way nitrites are added is directly to the meat mixture/emulsion, as in fermented sausages. For this, the formula is the weight of the nitrite divided by the total weight of the emulsion. The emulsion is the mixture of meat, ice, spices, Prague powder, and any other ingredient that is used. This value is then multiplied by 1,000,000. The resulting value will give you the parts per million (ppm) of nitrites in the emulsion. An example calculation can be found in Appendix C: Example nitrite calculation.

Calculations for nitrites added by dry rubs or brines are slightly different, as not all nitrite added may be taken up by the meat, and so the calculation must account for the proportion of the nitrite taken up by the meat. The CFIA website provides an example calculation for nitrites in an injected product. Nitrite calculations for immersion curing is more complex and it is recommended to contact the CFIA for guidance.
Uncured “cured” products
These are meat products that appear to be cured in smell, taste, appearance, etc., but have not actually had any nitrite added to them or have nitrites at levels that are too low to have a bactericidal effect. Since they are not cured, the primary public health concern with these products is the potential outgrowth of C. botulinum if the product is left unrefrigerated, especially if the product is subsequently fermented. These products are not acceptable as cured products and should be treated as raw products with strict refrigeration and processing controls.
|
Curing: What should operators have? |
|
Fermentation
Fermentation is the process of using specific bacterial cultures to lower the pH of the product to a level that prevents the growth of harmful microorganisms (pH 5.3 or lower). The bacterial cultures used in the production of fermented meats are generally known as lactic acid bacteria. Most lactic acid bacteria grow well between 20°C and 37°C, though some cultures will grow below and above this range. This process imparts some of the flavour that is characteristic of these products. These temperatures also permit pathogens to grow; thus, there must be certain controls in place. These pathogens include Clostridium botulinum, Staphylococcus aureus, Escherichia coli, Salmonella spp., and Trichinella spiralis. Fermentation of meat products relies on the precise combinations of time, temperature, nitrites, salt concentration, pH, and aw. The BC Centre for Disease Control Fermented Foods Safety Guidance includes a chapter on fermented sausages that provides details on the production process and potential hazards.
- Clostridium botulinum: To control Clostridium botulinum, fermented sausages must be cured. The interior of a sausage is an anaerobic environment. As discussed in the Curing section, during the fermentation step, botulinumspores may be able to germinate into vegetative cells that grow and produce toxin if they are present. Fermented meat products must contain a minimum 100 ppm of sodium nitrite, along with at least 2.5% salt.
- Staphylococcus aureus: A primary concern in the production of fermented products is growth of Staphylococcus aureusand subsequent production of its enterotoxin. The toxin can only be produced at temperatures above 15.6oC (60oF) AND if the pH of the product has not yet dropped to 5.3 or lower. It is critical that the pH is lowered at a rate that will sufficiently inhibit the production of the toxin to prevent human illness. This is accomplished by controlling the time and the temperature conditions before the pH reaches 5.3. This combination of time and temperature is referred to as degree-hours, and there are different acceptable limits depending on the temperature (or combination of temperatures) used during the fermentation process.
- Shiga toxin-producing Escherichia coli and Salmonella: RTE fermented sausages containing beef must control certain strains of coli (such as E. coli O157:H7) and Salmonella spp. There are numerous control steps that can be implemented. These steps are outlined in CFIA’s guidance Preventive control recommendations for manufacturing fermented and dried meat products. The most common control measure is to cook the product for a suitable amount of time at a temperature that will kill E. coli (see Appendix D: Heat processes recognized as controlling Escherichia coli O157:H714 14). Refer to the CFIA guidance for alternative options.
- Trichinella spiralis: If the RTE fermented product contains pork, there must be a control in place for its control. Trichinella spiralis controls are described in the section Controlling Trichinella in RTE meat products.
Some fermentation processes use backslopping, which is when a small portion of a previously fermented batch of product is used as the starter culture, instead of adding a commercial bacterial culture to start the fermentation. For more information about backslopping, please refer to the BCCDC Fermented Sausages Guidance and contact the CFIA via the Ask CFIA Portal for further assistance. In general, backslopping is not recommended and is prohibited in some provinces.
All fermented products are cured, but not all cured products are fermented. Fermented products may be further processed through drying, cooking, or smoking. Not all fermented products are shelf-stable. If the product does not meet the minimum nitrite and salt levels as well as one of the optional parameters, then the product is not shelf-stable and cannot safely be stored at room temperature.
Fermented products are considered shelf-stable when the following conditions apply:
- a pH of ≤5.3 at the end of the fermentation period and the final product has an aw of ≤0.90, OR
- a pH 4.6 or less (regardless of aw), OR
- an aw of 0.85 or less (regardless of pH)
To verify that critical limits are being met, it is crucial that the pH of the product is accurately measured and recorded as well as the time required for the product to attain a pH of 5.3 or less. If a pH meter is being used, it is critical that proper calibration procedures are in place.
To calculate degree-hours:
Degree-hours is calculated by taking the amount of time (measured in hours) that it takes to lower the pH of a product to 5.3 multiplied by the number of degrees above the minimum temperature (15.6oC or 60oF). The resulting number is the degree-hours.
If the degree-hours calculated for the process used is less than the specified maximum permitted degree-hour value, then any S. aureus present will not be able to grow to high enough numbers to produce sufficient toxin to cause illness.

Calculating degree-hours: Constant temperature
Degree-hours can be calculated for a constant temperature process in which the same temperature is used throughout the fermentation step. An example calculation can be found in Appendix E: Example degree-hours calculation – constant temperature.
Calculating degree-hours: Variable temperature
Degree-hours can also be calculated for a variable temperature process in which different temperatures are used at different times during the fermentation step. Variable temperature fermentations are used for some recipes, so it is important that you know how to do degree-hour calculations for this type of process. You must first calculate the degree-hours for each step with varying temperatures separately and add the degree-hours contributed by each individual step. An example calculation can be found in Appendix F: Example degree-hours calculation – variable temperature.
|
Fermentation: What should operators have? |
|
Drying
Drying is the process of removing moisture from RTE meat products in a controlled manner. The process is used for both whole muscle and comminuted products, fermented and non-fermented products, cured and uncured products, and products that may or may not be further cooked. Drying is often used along with other steps such as curing or fermenting to control pathogens but is not considered a pathogen lethality step on its own. Drying is particularly important for products that rely on water activity (aw) to meet shelf-stability requirements.
Drying is often used for quality reasons to produce a product with a desired consistency, mouthfeel, flavour or texture. If the product has been properly fermented and has attained a pH of 5.3 with a calculated degree-hours that does exceed the maximum permitted degree-hour limit corresponding to the fermentation room temperature, then any drying temperature can be used. Under these conditions, the risk of any contaminants growing is minimal.
However, if the product to be dried has not been fermented, then the drying temperature must be lower than 15.0°C or higher than 60°C. Drying temperatures between 15.1–60°C will allow for the rapid growth of any pathogens that may be present at the beginning of the drying step while the product still has a high-water activity. Although pathogen growth will cease once the water activity has been lowered, the increased number of organisms would still be present, some of which may produce biotoxins. Consumption of these pathogens or the associated toxins would pose an increased risk to public health.
When a product is being dried, it is exposed to air and its immediate surroundings. Like any other exposed food product, drying should be done in a clean, designated area where the likelihood of contamination from air is minimized. There should also be good air movement to maximize the rate of moisture removal. The drying rooms should have equipment such as a humidity meter, thermometer, and air flow meter to monitor and record parameters at least once daily.
Different types of products are subjected to a drying step. Some common examples include:
- Fermented products: After fermentation, fermented products are usually dried (sometimes called aged). From a quality (non-food safety) viewpoint, drying is considered the most critical aspect of fermented sausage production. After the product is fermented, it is dried for between 10 and 120 days (2 to 40 days at 4–15 degrees C for semi-dry, and 4 to 12 weeks at 4–15 degrees C for dry).9 The drying period varies depending on the recipe, the product type, the temperature, level of humidity, and amount of air flow in the drying room, and the targeted level of moisture in the finished product.
If the rate of drying is too slow, the product can begin to discolour. As well, mould and yeast growth can occur, which will affect the flavour. If the rate of drying is too fast, a hard, dry crust can develop on the outside of the sausage. This crust will then prevent moisture in the interior of the product from dissipating, resulting in the interior not drying to the desired level, and can also promote pathogen growth. There are certain sausage types where mould growth on the surface is desirable, and even promoted. For example, some Italian sausages have a coating of white mould on the surface. However, some provinces do not allow wild mould growth unless it is minimal and can be wiped or scraped away. If there is extensive mould growth or if the mould is coloured (e.g. green, black, blue, or pink/red), then the product should be discarded due to the risk of mycotoxins.
If fermented products are dried to attain shelf stability, these products must meet the following requirements:9
- Minimum of 100 ppm nitrites/nitrates AND
- Minimum of 2.5% salt AND
- The aw of the finished product is 0.85 or less, regardless of pH, OR
- The pH of the finished product is of 4.6 or less, regardless of aw OR
- The pH is 5.3 at the end of the fermentation period and the final product has an aw of 0.90 or lower
- Dried products: It is important to note that reducing water activity does not destroy pathogens or their toxins; rather, their growth is inhibited.
Dried beef products such as jerky, biltong, and similar products pose a hazard associated with E. coli O157:H7, and these products must be submitted to a heat treatment before the drying process. CFIA has outlined appropriate options for heat treatments in their guidance on Control of E. coli O157 in dried beef products; such options include:
- Heating the product to an internal temperature of 71°C for 15 seconds
- Using a process validated to achieve a 5D reduction in coli O157:H7
If dried products are meant to be shelf-stable, the finished product must meet one of the following requirements:
- a pH of ≤4.6 of the finished product, OR
- an aw of 0.85 or less (regardless of pH)
- Whole-muscle dry-cured products: The CFIA does not have specific prescriptive guidance. It is recommended to reach out to CFIA to validate the production processes of these products or use a previously validated process if the operator is interested in producing these products. The US Department of Agriculture Ready-to-Eat Fermented, Salt-Cured, and Dried Products Guideline discusses these products in more detail.
|
Drying: What should operators have? |
|
Raw RTE products
RTE fresh products are made from raw meat. The product is not cooked, fermented, cured, or dried. The product has not been subjected to a kill or control step. However, it is considered RTE by the consumer. Some examples of RTE fresh products include steak tartare, beef carpaccio, and certain types of Metwurst sausage. There are other varieties as well.
These products are usually made in specialty meat processing facilities, but you may still come across them in your inspections.
From a public health viewpoint, the only control in place for these products is the use of high-quality meat. The meat must be sourced from freshly slaughtered animals. In addition, the facility must ensure good refrigeration and sanitation/hygiene of the meat from slaughter through to processing.
The following measures must be implemented to reduce the food safety risks associated with raw RTE meat products:
- Use only high quality and fresh source material, such as whole cuts of meat. Although the surface of the meat may be contaminated, as long as the inside is intact, it is sterile. Searing the surface of the meat could be used as a control step for these types of products. Meat should not be tenderized prior to any cook step. Minced or pre-ground beef is not considered acceptable.
- Ensure product will be consumed as soon as possible after preparation, as this product has a short shelf-life (3–4 days).
- Ensure rigorous temperature control is in place throughout preparation and storage.
- Maintain good sanitation throughout preparation steps and in storage.
Despite these control measures, there is still an inherent risk of foodborne illness associated with raw meat products.10 It may be prudent to include warning labels on the products to help consumers make informed decisions.
Controlling Trichinella in RTE meat products
Trichinella is a parasitic round worm that can cause the human illness trichinellosis.11 Control for Trichinella must be exercised when processing at-risk meat into RTE meat products. This includes commercially sourced pork.
Small or custom operations that process game meat from carnivores are potential high-risk situations. Bear meat has been the most common source of trichinellosis in humans in recent years. However, wild boar or domestic pigs that are “free-range” can also be sources for Trichinella, especially if they were in contact with rodents. Most species of Trichinella found in wildlife are resistant to freezing; therefore, this type of meat must be well-cooked.11
The CFIA Trichinella control program is responsible for surveillance, regulation, and testing of commercially distributed pork in Canada. Approximately 18,000 slaughtered swine are tested annually, and 16,000 sows are tested every three to five years. CFIA inspectors enforce meat processing regulations at federally inspected meat plants to ensure destruction of Trichinella larvae.
Trichinella control methods are outlined in CFIA’s preventive control guidance Control recommendations for the inactivation of Trichinella spiralis in pork products. There are three primary control methods for Trichinella:
- Heatingthe product to specific time and temperature combinations, OR
- Freezingthe product to specific time, temperature, and thickness of product combinations, OR
- Using specific curing methods.
Other processes are available but require special approval before being used.
For the small- and medium-sized facilities that you will be inspecting, it is most likely that heating or freezing will be used for Trichinella control. If a facility is proposing another type of method, it is strongly recommended to consult with the CFIA before permitting an alternative method.
Trichinella control is considered a critical control point. As such, whatever method is used, accurate and calibrated measuring devices must be available to ensure that critical limits have been met. In addition, it is reasonable to require that records of measured critical limits be kept for each lot or batch of product treated.
Heating for Trichinella control
Table 1 provides information on time and temperature requirements to destroy Trichinella in pork products. There are three important points that must be emphasized:
- The temperatures shown are internal product temperatures. Care must be taken to ensure that the temperatures measured are representative of the entire lot of meat. It is also critical that thermometers are accurate and calibrated on a regular basis.
- The minimum heating times shown in Table 1 represent uninterrupted time at or above the specified minimum temperature. This means that if the temperature drops below the specified minimum during cooking, then once the minimum temperature is regained, the holding time must restart at “0.”
- As mentioned previously, cooking temperature/times should be recorded for each batch or lot of products being treated.
Table 1. Thermal treatments to ensure the destruction of Trichinella in pork products.12
|
Minimal internal temperature (°C) |
Minimal internal temperature (°F) |
Minimum time |
|
49.0 |
120 |
21 hrs. |
|
50.0 |
122 |
9.5 hrs. |
|
51.1 |
124 |
4.5 hrs. |
|
52.2 |
126 |
2.0 hrs. |
|
53.4 |
128 |
1.0 hr. |
|
54.5 |
130 |
30 min. |
|
55.6 |
132 |
15 min. |
|
56.7 |
134 |
6 min. |
|
57.8 |
136 |
3 min. |
|
58.9 |
138 |
2 min. |
|
60.0 |
140 |
1 min. |
|
61.1 |
142 |
1 min. |
|
62.2 |
144 |
Instant |
Freezing for Trichinella control
Deep freezing for prolonged periods of time will destroy the parasite. Various effective options are available. The most common methods used by small- to medium-sized facilities are to measure the air temperature of the freezer and then to freeze the product for the specified minimum time prescribed for that temperature.
For these methods to be effective, there are several steps that must be properly followed. These include:
- Pre-chilling: Before the product enters the freezer, it must be pre-chilled to 4o
- Remove insulating material: Any insulating material surrounding the boxes of meat must be removed. The most common item seen here are sheets of cardboard encased with shrink-wrap. These materials are used to hold a skid of meat boxes in place during transport.
- Good air circulation: If the boxes of meat are arranged on a skid in a large solid “block,” the boxes must be re-stacked to ensure good air circulation between each box.
- Adequate spacing: Physical spacers may be required to ensure there is adequate spacing between boxes.
- Remove shrink wrap: Occasionally individual boxes of meat are also shrink wrapped. This material must also be removed.
- Proper holding time: The holding time begins when the product enters the freezer.
Freezing method 1: Freezer hold time at one temperature (-25°C)
It is important to note that the minimum holding time shown in Table 2 varies with the size of box that the pork is contained in. Boxes with a maximum thickness of 25 cm must be held frozen for a minimum of 10 days. However, boxes with a thickness of between 25 and 50 cm must be held frozen for a minimum of 20 days.
Table 2. Freezing method to ensure the destruction of Trichinella (Temperature −25°C)12
|
Group |
Minimum holding time |
|
Group 1 |
10 days |
|
Group 2 |
20 days |
Freezing method 2: Freezer hold time at different temperatures:
Table 3 shows other freezing combinations at different temperatures for varying lengths of time. Note that the minimum freezing time varies considerably with the size of the boxes containing the meat.
Table 3. Freezing method to ensure destruction of Trichinella12
|
Freezer temperature (°C) |
Freezer temperature (°F) |
Min. # of days (uninterrupted) Group 1 (≤15 cm thickness) |
Min. # of days (uninterrupted) Group 2 (15- 50 cm thickness) |
|
−15.0 |
5 |
20 |
30 |
|
−23.3 |
-10 |
10 |
20 |
|
−28.9 |
-20 |
6 |
12 |
Curing for Trichinella control
There are methods that use curing in combination with drying that are approved for use for Trichinella control. However, they are complex and most likely beyond the technical and operational capability of most small- to medium-sized meat processing facilities. It is strongly recommended that you consult with CFIA should a facility propose to control Trichinella in this fashion.
Other Trichinella control methods
There are other methods using freezing to control Trichinella that involve measuring the temperature of the product directly. These methods are more complex and generally require shorter holding times and colder temperatures. You can obtain more information regarding these methods in CFIA’s preventive control guidance Control recommendations for the inactivation of Trichinella spiralis in pork products. It is recommended that you consult with CFIA if a facility proposes this method of Trichinella control.
Uninspected meat
Some jurisdictions permit the processing of uninspected meat in licensed or permitted meat processing facilities. The uninspected meat can include meat from a variety of sources such as game kills, farm-slaughtered animals and others. Uninspected meat may be sourced from animals that have not been slaughtered in a controlled and sanitary environment. As well, the animals and subsequent carcasses have not been inspected by qualified inspectors for signs of disease. As such, uninspected meat has a higher likelihood of being contaminated. If it is processed in a facility that also processes inspected meat, the potential for cross-contamination exists.
Another consideration is hunter-harvested venison in Chronic Wasting Disease (CWD) control zones. CWD is a prion disease that affects cervids such as deer, moose, elk, and reindeer. As there are no food preparation methods that can kill or inactivate CWD prions, it is recommended that processors do not process wild venison harvested in CWD control zones without confirmation of negative-CWD status.13
Some provinces permit the processing of uninspected meat in licensed meat processing facilities provided that certain steps are taken, and various conditions are met (see BC’s Guideline for Cutting and Wrapping of Carcasses that are Not Government Inspected).
Additional resources
For more information related to specific processes, there are several guidance documents available from the CFIA. These include:
- Preventive control recommendations for manufacturing fermented and dried meat products
- Preventive control recommendations for cooling heat processed meat products
- Preventive control recommendations on the use of nitrites in the curing of meat products
- Preventive control recommendations for manufacturing fermented and dried meat products
- Control recommendations for the inactivation of Trichinella spiralis in pork products
In addition, a sample inspection checklist that can be used to assist in conducting inspections in RTE meat production facilities is provided in Appendix A. It can be modified to conform to specific provincial and jurisdictional requirements as needed.
Acknowledgements
The author would like to acknowledge Rosemary Nestor (Ontario Ministry of Health), Kelly Briscoe (Public Health Ontario), Naghmeh Parto (Public Health Ontario), Jin Hee Kim (Public Health Ontario), Katrina Wong (Interior Health), Melissa Haveroen (Ontario Ministry of Agriculture, Food and Agribusiness), Douglas Walker (New Brunswick Department of Health), Joelle Thomas (Alberta Health Services), and Sampathkumar Balamurugan (Agriculture and Agri-Food Canada) for their indispensable partnership, contributions, and feedback.
References
- Canadian Food Inspection Agency. Preventive control recommendations for manufacturing cooked ready-to-eat meat products. Ottawa, ON: Government of Canada; 2018. Available from: https://inspection.canada.ca/en/preventive-controls/meat/cooked-ready-eat.
- Canadian Food Inspection Agency. Safe food for Canadians regulations: glossary of key terms. Ottawa, ON: Government of Canada; 2024. Available from: https://inspection.canada.ca/en/food-safety-industry/toolkit-food-businesses/glossary-key-terms#listr.
- Canadian Food Inspection Agency. Preventive control recommendations for cooling heat processed meat products. Ottawa, ON: Government of Canada; 2018. Available from: https://inspection.canada.ca/en/preventive-controls/meat/cooling-heat-processed.
- Canadian Food Inspection Agency. Canadian standards of identity: volume 7 – meat products. Ottawa, ON: Government of Canada; 2024 Dec 18. Available from: https://inspection.canada.ca/en/about-cfia/acts-and-regulations/list-acts-and-regulations/documents-incorporated-reference/canadian-standards-identity-volume-7.
- Interior Health. Processing guidelines for ready-to-eat meat products. Kelowna, BC: Interior Health; 2016 Jan. Available from: https://www.interiorhealth.ca/sites/default/files/PDFS/ready-to-eat-meat-processing-guidelines.pdf.
- Canadian Food Inspection Agency. Preventive control recommendations on the use of nitrites in the curing of meat products. Ottawa, ON: Government of Canada; 2021. Available from: https://inspection.canada.ca/en/preventive-controls/meat/nitrites.
- European Food Safety Authority. Nitrosamines in food raise a health concern. Parma, Italy: EFSA; 2023 Mar 28. Available from: https://www.efsa.europa.eu/en/news/nitrosamines-food-raise-health-concern.
- Alberta Health Services. AHS guidance document: processed meat products: Alberta Health Services.
- Walker D, Frigault C, Samson J, Thomas J, Paphitis K, McIntyre L. Section 3.13 Fermented sausage. In: McIntyre L, Fermented Foods working group, editors. Safety of fermented foods: Assessing risks in fermented food processing practices and advice on how to mitigate them. Vancouver, BC: BC Centre for Disease Control; 2024. Available from: http://www.bccdc.ca/resource-gallery/Documents/Educational%20Materials/EH/FPS/Food/Fermented/Fermented_Foods_Guidance-3.13_Sausage.pdf.
- Ontario Agency for Health Protection and Promotion (Public Health Ontario), Parto N, Caturay A, Kim J-H. Evidence brief: can you prepare raw meat dishes safely? Toronto, ON: Queen's Printer for Ontario; 2018. Available from: https://www.publichealthontario.ca/-/media/Documents/E/2018/eb-raw-meat.pdf?sc_lang=en.
- Canadian Food Inspection Agency. Trichinellosis - fact sheet. Ottawa, ON: Government of Canada; 2013 Last updated Mar 11, 2013. Available from: https://inspection.canada.ca/en/animal-health/terrestrial-animals/diseases/reportable/trichinellosis/fact-sheet.
- Canadian Food Inspection Agency. Control recommendations for the inactivation of Trichinella spiralis in pork products. Ottawa, ON: Government of Canada; 2022. Available from: https://inspection.canada.ca/en/preventive-controls/meat/trichinella-spiralis#b.
- BC Centre for Disease Control. Chronic wasting disease. Vancouver, BC: BCCDC; 2025. Available from: http://www.bccdc.ca/health-info/diseases-conditions/chronic-wasting-disease.
- Canadian Food Inspection Agency. Preventive control recommendations for manufacturing fermented and dried meat products. Ottawa, ON: Government of Canada; 2020. Available from: https://inspection.canada.ca/en/preventive-controls/meat/fermented-and-dried#a22.
Appendix A: Inspection checklist for RTE meat processing facilities
This is a sample inspection checklist that can be used to assist in conducting inspections in these facilities. It should be modified to conform to specific processes and provincial and jurisdictional requirements.
|
Category |
Inspection item |
Compliant (Y/N) |
Notes |
|
Food safety plan and controls |
Is there a written food safety plan in place with a complete list of RTE meat products made in the facility? |
|
|
|
|
Does the plan incorporate Hazard Analysis Critical Control Point (HACCP) principles? |
|
|
|
|
Are critical control points (CCPs) identified in the production processes of each product type? |
|
|
|
|
Are critical limits (CLs) established for each CCP? |
|
|
|
|
Are records of CCPs and CLs and monitoring frequency maintained? |
|
|
|
|
Are corrective actions documented when a critical limit is not met? |
|
|
|
|
Are past production records available for review to confirm process control and food safety? |
|
|
|
Equipment Maintenance |
Are equipment maintenance and cleaning procedures documented? |
|
|
|
|
Are equipment cleaning schedules documented? |
|
|
|
|
Is critical measuring equipment (thermometers, scales, pH meters, water activity meters, timers) functioning correctly? |
|
|
|
|
Are calibration procedures documented and followed? |
|
|
|
|
Are calibration records maintained? |
|
|
|
|
Are operators able to explain calibration procedures and their frequency? |
|
|
|
Sanitation |
Is there a written sanitation plan in place? |
|
|
|
|
Does the plan outline cleaning schedules and chemical concentrations and quantity? |
|
|
|
|
Is waste removed regularly and stored in covered containers? |
|
|
|
|
Are outside waste storage areas managed to prevent pest infestations? |
|
|
|
Employee and product flow |
Is employee traffic minimized in areas where RTE products are exposed? |
|
|
|
|
Are employees handling raw and RTE products prevented from crossing paths? |
|
|
|
|
Does product flow in a single direction from raw ingredient storage to packaging and storage? |
|
|
|
|
Are RTE products segregated from incompatible materials such as waste? |
|
|
|
Potable water |
Does the facility use potable water meeting Canadian Drinking Water Quality guidelines? |
|
|
|
|
Is the ice used in as an ingredient or cooling agent made from potable water? |
|
|
|
|
Are water and ice properly managed when used as an ingredient or cooling agent? |
|
|
Appendix B: Common processing equipment
|
Image

|
Electric Meat Saw This is a very typical electric meat saw used to cut large pieces of meat into either more manageable-sized pieces or consumer sizes. The cutting blade is a band saw, that is a long, continuous spinning belt blade exposed at the table level. The blade and housing structure should be kept clean because bits of meat are deposited in the housing structure during regular operation as the blade is spinning. It is important that the housing structure is dismantled regularly (daily or per manufacturer’s instructions) for proper cleaning and sanitizing. |
|
Image

|
Meat Tenderizer Mechanical tenderization has been used in the Canadian meat industry for several years. Blades or needles are pushed into cuts of whole muscle meat, thereby disrupting or cutting the connective tissue, resulting in more “tender” cuts of meat. |
|
Image

|
Meat Grinder Meat grinders are used to produce comminuted meat. Whole cuts of meat or intact muscle are added to the top tray or reservoir. The meat is then pushed down where a spinning auger pushes the meat through a grinder plate. The size of the holes in the grinder plate will determine the coarseness of the comminuted meat. Large holes result in larger pieces (coarse) and smaller holes result in smaller pieces (finer) to the point where a paste-like consistency can be achieved. The main issue from a public health viewpoint is that these devices have many internal moving parts that are in contact with the meat. They must be dismantled on a regular basis to properly clean all food-contact surfaces. Very few older and smaller grinders are clean-in-place. |
|
Image

|
Manual meat injector A manual meat injector is typically used in smaller meat processing facilities. It is used to manually inject a measured volume of liquid cure into the interior of intact pieces of meat (e.g., hams). Depending on the size of the meat, the meat is typically punctured, and the cure is injected in several locations. This allows the cure to move from the inside-out, which if done properly, results in a uniform level of cure throughout the meat. Larger operations will have devices with multiple needles that will mechanically inject the liquid cure in a single step. |
|
Image

|
Meat tumbler Like meat mixers, meat tumblers can come in a variety of sizes from small table-top units to large, stand-alone units, as shown in the photo. Mechanically, they operate very similarly to a household dryer. A door or hatch is opened, and intact pieces of meat are placed into the chamber. Spices, cure, and other ingredients may also be added. The door/hatch is closed, the tumbler is turned on, and the chamber spins. The mechanical action of tumbling breaks the connective tissue within the meat, resulting in a more tender cut of meat. If cure, spices, or other ingredients are added to the tumbler, this action “drives” these items into the meat. In general, meat is tumbled for long periods of time, up to several hours. In these cases, the meat tumbler should be located in a refrigerated area. |
|
Image

|
Sausage Stuffer Sausage stuffers are a common piece of equipment in curing operations. Batter is first added to a large vertical cylinder. The turning crank creates pressure on the batter. Casings are placed over the small white tubes on the left. The pressurized batter is forced into the casing, thus filling it. The filled casing is twisted, creating several sausages attached together. The “string of sausages” is then hung on sausage racks in preparation for any further processing, such as fermentation, smoking, cooking, drying, etc. In larger facilities, sausage stuffers are larger and mechanically operated. |
Appendix C: Example nitrite calculation
For this example, 350 grams of Prague Powder are used for 114 kilograms of sausage mix. To determine whether the amount of nitrite is in the acceptable range, we need to manually calculate the amount of nitrite in the Prague Powder, then determine the weight of the emulsion, to calculate the nitrite concentration in the emulsion.
Most recipes will show the weight of the Prague Powder (the commercial cure). However, the weight of the Prague Powder is NOT the weight of the nitrites. In this example, Prague Powder is only 6.4% nitrite. You must remember to calculate the weight of nitrites from the weight of the Prague Powder.
Weight of nitrite = 350 g X 6.4%
= 22.4 g
Because the weight of the emulsion in the nitrite calculation formula is in kilograms, we must convert the weight of the nitrite into kilograms, so 22.4 grams becomes 0.0224 kilograms (by simply moving the decimal place to the left by 3 spaces). The weight of the Prague Powder must also be converted into kilograms, so 350 grams become 0.35 kilograms.
Weight of the emulsion = Sausage mix + Prague Powder
= 114 kg + 0.35 kg
= 114.35 kg
The last step in our calculation is to calculate the nitrite concentration in the emulsion by dividing the weight of the nitrites (0.0224 kilograms) by the weight of the emulsion (114.35 kilograms) and then multiply that resulting value by 1,000,000.
Nitrite concentration in ppm = Weight of nitrites / Weight of the emulsion X 1,000,000
= 0.0224 kg / 114.35 kg X 1,000,000
= 195.89 ppm nitrite
Since this value is between 100 to 200 ppm, the nitrite concentration is acceptable.
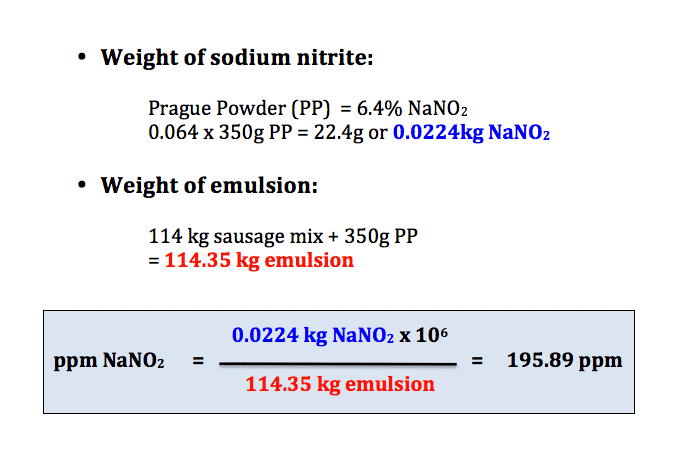
Appendix D: Heat processes recognized as controlling Escherichia coli O157:H714
Table 8. Time and temperature requirements to kill E. coli 0.157:H7.
|
Minimum internal temperature maintained during the entire process |
Minimum processing time in minutes after the minimum temperature has been reached |
|
130°F (54.4°C) |
121 |
|
131°F (55°C) |
97 |
|
132°F (55.6°C) |
77 |
|
133°F (56.1°C) |
62 |
|
134°F (56.7°C) |
47 |
|
135°F (57.2°C) |
37 |
|
136°F (57.8°C) |
32 |
|
137°F (58.4°C) |
24 |
|
138°F (58.9°C) |
19 |
|
139°F (59.5°C) |
15 |
|
140°F (60°C) |
12 |
|
141°F (60.6°C) |
10 |
|
142°F (61.1°C) |
8 |
|
143°F (61.7°C) |
6 |
|
144°F (62.2°C) |
5 |
|
145°F (62.8°C) |
4 |
Appendix E: Example degree-hours calculation – constant temperature
Degree-hours can be calculated for a constant temperature process in which the same temperature is used throughout the fermentation step. Degree-hours can also be calculated for a variable temperature process in which different temperatures are used at different times during the fermentation step.

- Step 1: Count degrees used in the fermentation step that are above 15.6oC (i.e., the temperature of the fermentation room minus 15.6).
- Step 2: Count the time in hours until the pH reaches 5.3 or lower.
- Step 3: Multiply both numbers in step 1 and 2 to determine degree-hours.
- Step 4: Compare the degree-hours value to the tables below. The degree-hours value MUST NOT exceed the maximum permitted degree-hour value for the temperature used.
Table 4. Maximum Permitted Degree-Hour Values14
|
Degree-hours limit for the corresponding temperature |
Fermentation room temperature (°C) |
Maximum allowed hours to achieve a pH of 5.3 |
|
665 |
20 |
150.0 |
|
665 |
22 |
103.4 |
|
665 |
24 |
78.9 |
|
665 |
26 |
63.8 |
|
665 |
28 |
53.6 |
|
665 |
30 |
46.2 |
|
665 |
32 |
40.5 |
|
555 |
33 |
31.8 |
|
555 |
34 |
30.1 |
|
555 |
35 |
28.6 |
|
555 |
36 |
27.2 |
|
555 |
37 |
25.9 |
|
500 |
38 |
22.3 |
|
500 |
40 |
20.5 |
|
500 |
42 |
18.9 |
|
500 |
44 |
17.6 |
|
500 |
46 |
16.4 |
|
500 |
48 |
15.4 |
|
500 |
50 |
14.5 |
Scenario 1: Fermentation room was 26oC/78.8oF. It took 55 hours to attain a pH of 5.3.
- Number of Degrees: Subtract 15.6 from the room temperature: 26 - 15.6 = 4 oCor 78.8 - 60 = 18.8oF
- Number of hours: 55 hours
- Degree-Hours: 4oC x 55 = 572 or 18.8oF x 55 = 1034
- The product is considered acceptablebecause it does not exceed the maximum permitted degree-hour value (665/1200) specified for the temperature used.
Scenario 2: Fermentation room was 35oC/95oF. It took 40 hours to attain a pH of 5.3.
- Number of Degree: Subtract 15.6 from the room temperature: 35 - 15.6 = 4 oC or 95 - 60 = 35oF
- Number of hours: 40 hours
- Degree-Hours: 4 oC x 40 = 776 or 35 oF x 40 = 1400
- The product is considered not acceptable because it exceedsthe maximum permitted degree-hour value (555/1000) specified for the temperature used.
Appendix F: Example degree-hours calculation – variable temperature
Variable temperature fermentations are used for some recipes, so it is important that you know how to do degree-hour calculations for this type of process. You must first calculate the degree-hours for each step with varying temperatures separately and add the degree-hours contributed by each individual step.

- Calculate the degree-hours for each step (temperature) separately.
- Add the degree-hours contributed by each individual step.
- Compare the cumulative sum of degree-hours to see if the value exceeds the maximum permitted degree-hour limit corresponding to the highest fermentation room temperature used in the process.
The temperatures and times for this calculation exercise of a variable temperature process are depicted in the table below.
The first fermentation begins at 24oC and the product is held at that temperature for 10 hours. The temperature is then increased to 30oC and then also held for 10 hours at that temperature. The temperature is increased again to 35oC and is held at that temperature for 15 hours. At this point, our pH is 5.3 or less.
Table 5. Calculations for this exercise
|
|
Hours |
Room °C |
° above 15.6 °C |
Degree-Hours |
|
1st fermentation |
10 |
24 |
24-15.6=8.4 |
8.4x10=84 |
|
2nd fermentation |
10 |
30 |
30-15.6=14.4 |
14.4x10=144 |
|
3rd fermentation |
15 |
35 |
35-15.6=19.4 |
19.4x15=291 |
|
|
|
|
Total |
519 |
|
Highest temperature |
|
35 |
|
|
|
Degree-hour limit |
|
555 |
This product is acceptable |
|
Table 6. Maximum permitted degree-hour limit for temperatures in °C
|
Maximum temperature (°C) Degree-hour limit reached during fermentation |
|
|
Below 33°C |
665 |
|
Between 33°C and 37°C |
555 |
|
Greater than 37°C |
500 |
Table 7. Maximum permitted degree-hour limit for temperatures in °F
|
Maximum temperature (°F) Degree-hour limit reached during fermentation |
|
|
Below 90°F |
1200 |
|
Between 90°F and 100°F |
1000 |
|
Greater than 100°F |
900 |
Table 5 shows the calculations for each temperature step in the process, with the corresponding degree-hours for each of the steps. The cumulative sum of the three degree-hours is 519. The highest temperature used in the process was 35oC. Referring to the table of the maximum permitted degree-hour limit, the value corresponding to 35oC is 555. Because the calculated degree-hour value is 519, which is less than 555, the product is considered to be acceptable.







